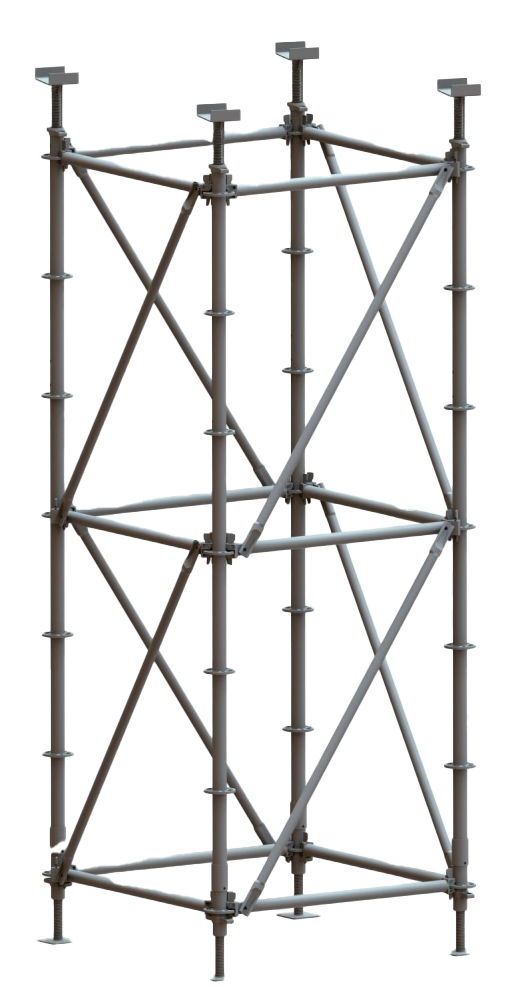



























In modular ringlock scaffolding systems, the ledger head (ledger end) is one of the most critical structural nodes. It bears continuous tensile and shear loads, keeping the entire temporary structure stable.
However, many procurement managers and EPC contractors overlook how these components are manufactured. Most standard ledger heads on the market utilize a horizontal-split molding (horizontal open-mold) process using resin-coated sand casting. While budget-friendly, this hidden manufacturing choice poses a massive risk to structural safety on site.
တွင် Gowe, we have engineered out this vulnerability. By upgrading our manufacturing to a vertical-split molding process, we have drastically improved structural density and tensile strength.
Here is a technical teardown comparing vertical vs. horizontal split ledger heads, and why making the right choice saves lives and costs on your project site.
1. The Core Mechanical Vulnerability of Horizontal Molding
To understand the problem, look at where a mold separates during casting.
-
The Market Standard (Horizontal Split): The parting line sits horizontally right along the key load-bearing node of the ledger head. This results in a very small fusion area during casting. Because of gas trapping and shrinkage inherent to this orientation, horizontal molds frequently suffer from internal blowholes, sand inclusions, and shrinkage cavities.
-
The Structural Risk: The weakest fusion seam aligns precisely with the point of maximum mechanical stress. Under high-load shoring conditions, these invisible defects can lead to sudden, catastrophic cracking and structural failure.
2. Head-to-Head Comparison: Vertical vs. Horizontal Split Ledger Heads
By switching the parting line to a vertical axis and modifying the mold configuration, Gowe has eliminated the fusion defect at the load-bearing node.
Here is how the two designs stack up analytically:
| အင်္ဂါရပ် | Horizontal Split Ledger Head (Market Commodity) | Vertical Split Ledger Head (GOWE Premium Innovation) |
| Manufacturing Process | Simple, fewer steps, low cost. | Multi-stage process, highly precise engineering. |
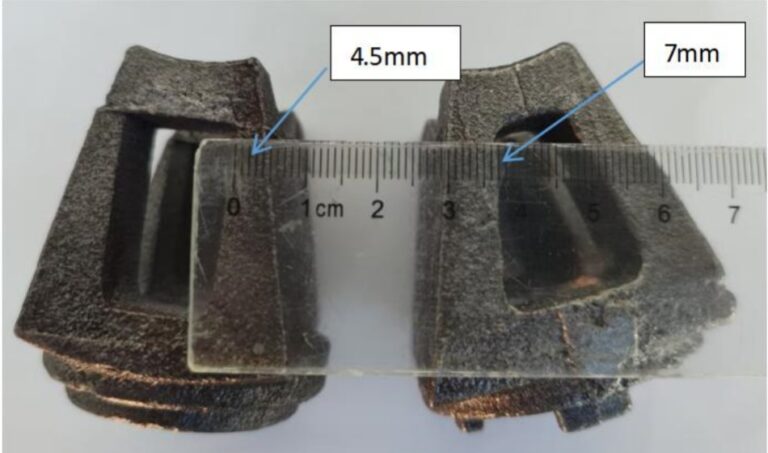
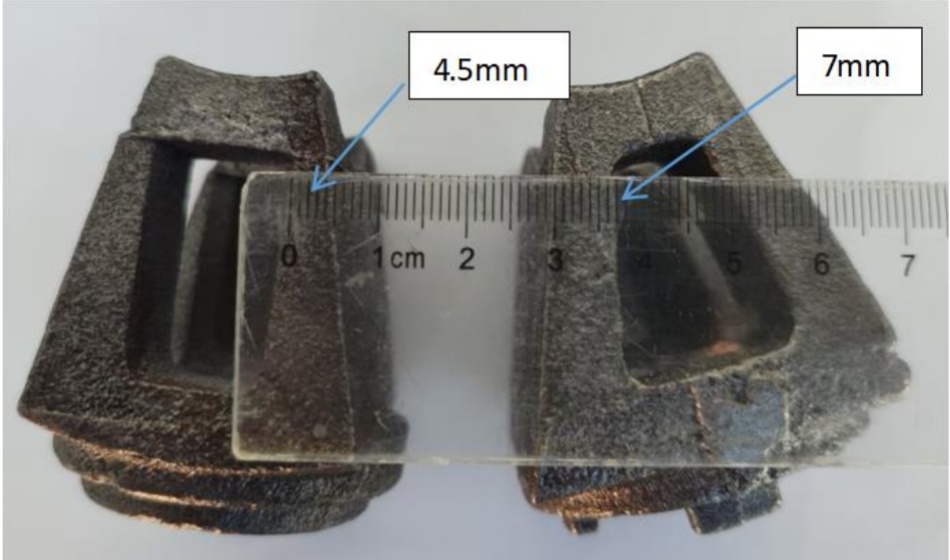
| Critical Wall Thickness | Minimum 4.5 mm at tensile zones. | Minimum 7.0 mm at tensile zones (+55% thicker). |
| Unit Weight | ~320 grams per piece (Often material-compromised). | 360 grams per piece (Robust, full material allocation). |
| Structural Integrity | Prone to blowholes, sand inclusion, and structural cracks. | High density, flawless casting structure, high tensile resistance. |
| Traceability | None. Standard market commodity without brand accountability. | Stamped with official GOWE Logo & Traceability Code. |
3. Real-World Consequences: Structural Failures in the Field
When a ledger head fails, it is rarely due to a gradual bend—it is almost always a brittle fracture along the weak horizontal seam. Field inspection reports regularly show horizontal-mold ledger ends cracking cleanly open right where the casting mold joined, dropping the horizontal ledger out of the rosette matrix entirely.
Safety Note: On major civil engineering infrastructure projects—such as heavy bridge shoring or high-clearance tunnel falsework—a single node failure can cause a domino effect across the entire scaffolding grid.
Choosing a ledger head with full material volume (360g) and an anti-fracture 7mm tensile thickness significantly mitigates the risk of structural liability.

4. Total Quality Accountability with GOWE Traceability
For global EPC contractors, supply chain transparency is a legal compliance necessity. Generic, unmarked market commodities offer zero recourse if a batch fails structural testing on site.
Every vertical-split ledger head manufactured by GOWE features our permanently cast GOWE branding and a unique batch traceability code. This means every component delivered to your project site can be traced back to its specific steel heat number, casting window, and QA inspection batch, giving your safety engineers full peace of mind.
Conclusion: Value-Engineering Beyond the Initial Purchase Price
While horizontal-split casting keeps the initial purchase price slightly lower, it passes a massive safety and replacement cost liability directly onto your project site. GOWE’s investment in vertical-split molding ensures that your ringlock စက်ကား performs flawlessly under extreme loads, protecting both your workforce and your timeline.
Are you planning your next major scaffolding procurement? Contact the GOWE engineering and operations team today to request a physical sample, complete casting reports, and technical load-capacity data sheets.
မကြာခဏမေးသော မေးခွန်းများ (FAQ)
Q1: What is the main difference between vertical and horizontal split molding for ringlock ledger heads?
The primary difference lies in the location of the mold’s parting line. Horizontal split molding places the mold joint line right at the maximum stress-bearing point of the ledger head, creating risks of internal defects like blowholes. Vertical split molding shifts this joint line away from the critical load zone, resulting in a more uniform structure and significantly higher tensile strength.
Q2: Why is the tensile thickness of a ledger head important?
The tensile zone of a ledger head prevents the horizontal ledger from disconnecting from the rosette during heavy loading or seismic shifts. Standard marketplace ledger heads feature a minimum thickness of only 4.5mm, whereas GOWE’s upgraded vertical-molded ledger heads feature a minimum thickness of 7.0mm, providing a 55% increase in structural safety margin.
Q3: Does a heavier ringlock ledger head mean better quality?
Yes, weight is a direct indicator of material honesty in casting. Standard market commodities are often light-weighted at around 320g to save costs. GOWE’s premium vertical-split ledger head weighs 360g per piece, ensuring full material volume, thicker walls, and reliable load-bearing performance.
Q4: Why is traceability crucial for B2B scaffolding procurement?
Unmarked, generic scaffolding parts offer no liability accountability. If a failure occurs on site, untraceable components can lead to insurance disputes and project shutdowns. GOWE stamps every vertical ledger head with its official logo and a unique batch traceability code, ensuring 100% supply chain transparency and strict compliance with global safety standards.